

 |
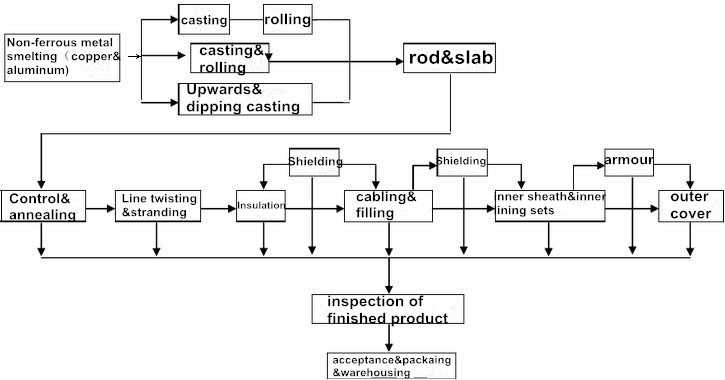
Categories of wire and cable manufacturing process are extensive, from non-ferrous metal smelting and pressure processing, to the chemical technology of plastic, rubber, paint etc., from fiber material around the bag, weaving and other textile technology, to around the package of metal materials and longitudinally wrap of metal strip, welding of metal forming process, and so on.
The material of manufacturing wire and cable used are not only many categories, many varieties, specifications, and large quantities. As a result, the amount of all kinds of material, spare capacity, batch of material cycle and batch must be approved. At the same time, the decomposition of waste treatment and recycling, reuse, and waste treatment, as an important content of management, to do a good job of material ration management, attaches great importance to save.
During Wire and cable production, from the feeding and discharging of raw materials and various auxiliary materials, storage, processing of semi-finished products circulation to product storage, delivery, material flow is big, must be reasonable layout and dynamic management.
 |
Many Special equipment
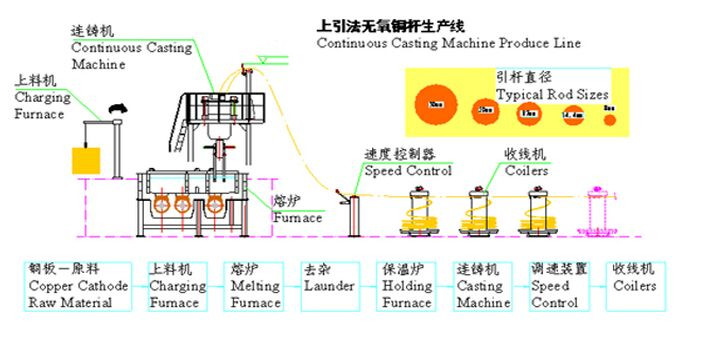
Wire and cable manufacturing process has the characteristics of special production equipment in the industry, so as to adapt to the structure, performance requirements, cable products meet the requirements of large length of continuous and high-speed production as soon as possible, thus formed the cable manufacture special equipment series.Such as extrusion molding machine, drawing machine, stranding machine series, winding machine series, etc.
Wire and cable manufacturing process and closely related to the development of special equipment, promote each other.
New technological requirements, promoting the birth and development of new special equipment. In turn, the development of new special equipment, and improve the contributed to the promotion and application of new technology.Such as wire drawing, annealing, extrusion line series;Physical foaming line, special equipment, to promote the development of wire and cable manufacturing process and improve, improve the product quality and production efficiency of the cable.
.jpg) |
The main technology of wire and cable:
Power and cable
TCable is completed by drawing, stranding and covering. The more complex the specifications, the higher the repeatability.
1.Drawing
During the processing of metal pressure, Metal force through mould (roller), metallic cross-sectional area is compressed, cross sectional area and obtain the required shape and size of the processing method called metal control technology.
Controlling process : monofilament drawing and stranding control.
2.Twisting:
In order to improve the flexibility of wire and cable, the overall degree of, let more than two single line, according to the provisions of the direction of the intertwined called stranding.
Stranding process points: stranded conductor system, cabling, knitting, steel wire armoured and winding.
3.Cladding:
According to the different performance requirements for wire and cable, using special equipment outside the conductor of the bread by different materials.Cladding process points:
A.crowded package: rubber, plastic, lead, aluminum and other materials.
B. longitudinal package: rubber, corrugated aluminium material.
C. winding package: strip of paper tape, mica tape, alkali-free glass fiber, non-woven fabric, plastic, etc., linear fiber materials such as cotton, silk.
D. dip-coating, insulating paint, asphalt, etc
.jpg) |
.jpg) |
1.Copper, aluminum monofilament controlling:
At normal temperature, copper and aluminum rods are used by wire drawing machine, through one or several die of the drawing die, reduce its cross section, length increase, the intensity increase.Drawing is the first working procedure, wire and cable companies wiredrawing mold fitting technique is the main process parameters.
2.Monofilament annealing:
When heated to a certain temperature, Copper and aluminum monofilament to recrystallization method to improve the toughness of monofilament, reduce the intensity of monofilament, in accord with the requirement of wire and cable for conducting wire core.Annealing process, the key is to prevent the oxidation of copper wire.
3.Conductor of stranding:
In order to improve the wire and cable of softness, to install easily, conducting wire core takes root more monofilament stranded. From of the conducting wire core stranded in form, can be divided into rules twisted and not twisted.Irregular twisted is divided into ground, concentric composite ground, special twisted, etc.
4.The insulation extrusion:
Plastic wire and cable mainly adopts extruded solid insulation layer, and here are the main technical requirements of Plastic insulation extrusion:
A, Eccentricity: extrusion insulation thickness deviation value is the embodiment of the important symbol of the levels of extrusion process, most of the product structure size and deviation values are clearly defined in the standard.
B, Smoothness: extrusion of the surface of the insulating layer is smooth, not rough surface, burning, impurity of bad quality problems.
C. Density: extrusion insulation cross-sectional to dense solid, no visible pinhole, put an end to the presence of bubbles.
5.Stranding:
For multicore cable to ensure forming degree, reduce the appearance of the cable, usually needs to be twisted round.Stranded conductor and the mechanism of stranding, due to large stranding pitch diameter, never retreat USES mostly twisted way.Cabling technology requirements: one is to eliminate turn insulation wire core and leads to the twisted cable;The second is to prevent scratches insulating layer.
Most of the cable in the cable at the same time with the completion of the other two processes: one is populated, guarantee the stability of the roundness of the cable after the cable and;One is a tie, the cable core is not loose.
6.The inner protective layer:
In order to protect the insulation wire core by armoured Ge injury, need appropriate protection on insulation, sheath in points: packed bags sheath (isolated) and around the package sheath (pad).Winding and cushion layer instead of simultaneous tie belt and a cabling process.
7.Armouring
In underground cable laying, work may bear certain positive pressure effect, can choose steel tape armoured in structure.Cable laying in there are both positive pressure effect and tension effect of occasions (such as water, vertical shaft or drop the larger the soil), should be chosen with structural steel wire armored inside.
8.8. The outer protective layer:
Outer sheath is to protect the wire and cable insulation layer to prevent erosion environmental factors of the structural part.Outer sheath of the main effect is to improve the mechanical strength of wire and cable, chemical corrosion prevention, moisture-proof, waterproof, prevent burning.According to the different requirements of the cable used to squeeze molding machine directly extruded plastic sheath.